Produse




Roving direct din fibră de sticlă ECR pentru LFT-D/G
Roving direct pentru LFT-D/G
Metoda directă de împletire pentru LFT-D/G se bazează pe o formulă de colabilitate armată cu silan. Este cunoscută pentru integritatea și dispersia excelentă a firelor, volumul redus și mirosul neplăcut și permeabilitatea ridicată a rășinii PP. Metoda directă de împletire pentru LFT-D/G oferă proprietăți mecanice excelente și rezistență termică produselor compozite finite.
specificația produsului
| Cod produs | Diametrul filamentului (μm) | Densitate liniară (tex) | Rășină compatibilă | Caracteristicile și aplicațiile produsului |
| EW758Q EW758GL | 14, 16, 17 | 400, 600, 1200, 1500, 2400 | PP | Bună integritate a firului și dispersie Permeabilitate ridicată cu rășină PP Proprietăți bune ale produselor finite Utilizare principală în industriile pieselor auto, construcțiilor, electronicei și electricității, aerospațiale etc. |
| EW758 | 14, 16, 17 | 400, 600, 1200, 2400, 4800 | PP
|
Roving direct pentru LFT
Membrana directă pentru LFT este acoperită cu un agent de încleiere pe bază de silan și este compatibilă cu rășinile PP, PA, TPU și PET.
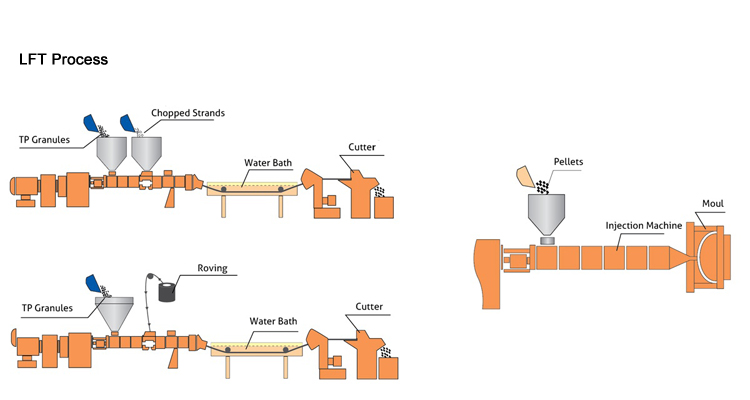
LFT-D: Peletele de polimer și semișnițele de sticlă sunt introduse într-un extruder cu șnec dublu, unde polimerul este topit și se formează compusul. Apoi, compusul topit este turnat direct în piesele finale prin injecție sau prin turnare prin compresie.
LFT-G: Polimerul termoplastic este încălzit până la o fază topită și pompat în capul de matriță. Membrana continuă este trasă printr-o matriță de dispersie pentru a asigura impregnarea completă a fibrei de sticlă și a polimerului pentru a obține tije consolidate, apoi tăiată în produse finale după răcire.







